-

山西万泽锦达机械制造有限公司
主营:手提式钢筋弯曲机,钢筋弯曲机,手提式钢筋调直机,液压弯折拉直机,钢筋液压弯箍机,小型钢筋弯曲机

山西万泽锦达机械制造有限公司
主营:手提式钢筋弯曲机,钢筋弯曲机,手提式钢筋调直机,液压弯折拉直机,钢筋液压弯箍机,小型钢筋弯曲机 12
12

数控精品推荐全自动多功能管材、角铁角钢、槽钢槽铝等型材一体冲孔机.冲孔机人们都不陌生,在各种型材如管材、角铁角钢、槽钢槽铝、不锈钢,锌版护栏等型材上冲圆孔、方孔、菱形孔、梅花孔、椭圆孔等孔型的冲孔工作,型材加工的老板们也一直在寻找一种经济适用,经久耐用的冲孔设备,万泽数控机械经多年实践经验现研发了一种全自动多功能冲孔设备,摆脱了以往一种型材就能用一种冲孔机单一的冲孔模式,把各种型材如管材、角铁、角钢、槽钢槽铝一机冲孔,从真正意义上实现了一机多用的新型冲孔模式!
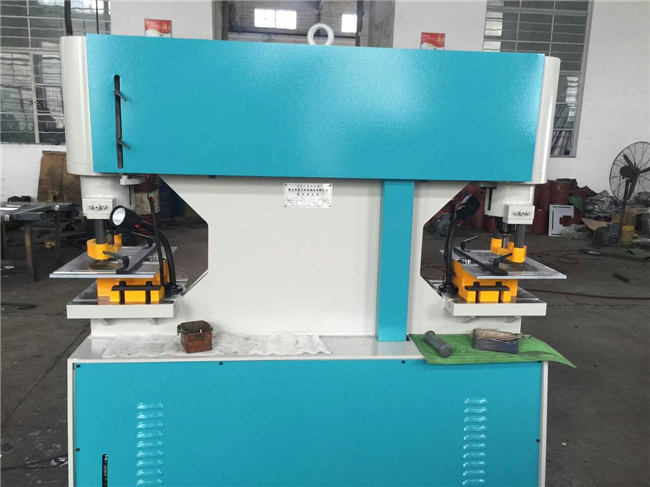
万泽数控Q35Y型数控液压多功能冲孔机是我司开发的新一代全自动液压高速防盗网、护栏、门花、货架、展示架、方管、圆管、不锈钢,角铁角钢,槽钢槽铝冲孔机,该机一经问世在钢管、锌钢、不锈钢、铝型材市场得到非常热烈的欢迎和肯定。让您花一样钱体验多种设备的享受!
相关搜索:冲孔机,全自动冲孔机,全自动多工能冲孔机,全自动角铁冲孔机,不锈钢冲孔机

可加工直径在Ф80、壁厚4.0mm内的铜管、铝管、铁管、钢管、槽钢、角铁及壁厚为2.0mm的不锈钢管,亦可加工规格为80×80mm以下、壁厚8.0mm内的不同材质的方管、圆管及异型管。(具体可按客户要求定做)该机具有良好的稳定性、重复性好、效率高等特点,而且能在复杂形状的管件上加工半孔或全孔。通过更换模具可加工各种不同规格及形状的孔径,该机冲孔平整无毛刺,定位准确,可生产各种新型防盗网(菱形防盗网、梅花防盗网、圆管方管防盗网、亦可做门花、护栏、货架、展示架、扁铁、扁钢、槽钢、角铁等冲孔使用)。整机夹紧、升降等机构采用气压或液压控制,工件定位(X、Y坐标)由伺服驱动,整机控制采用微电脑控制,通过触摸屏界面进行参数设定及操作切换,操作简单方便,并可储存100个以上产品加工参数。万泽数控有着十多年实践经验的技术团队,本厂有进的冲孔加工设备,可按客户要求精心设计、量身定做自动化、半自动化冲孔设备,该液压高速冲孔机广泛应用于不锈钢(锌钢、铝合金、钢管、焊管、无缝管、方管、圆管、扁铁、槽钢、角铁)型材、风扇厂、空调配件厂、天线厂、货架厂、金属家具厂、汽车配件厂、建筑材料生产企业等五金管件、型材、半自动化设备。
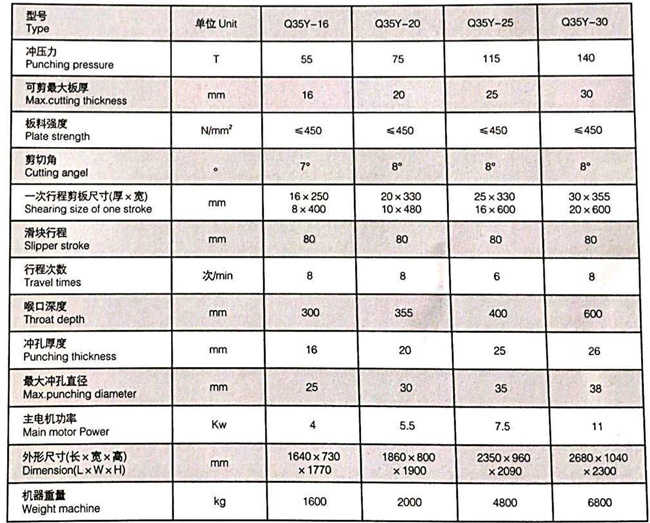

万泽全自动液压冲孔机主要有:12兆帕液压泵站、1.5kw的伺服电机、冲孔工装、模具等几大部分组成,主要参数:1、主机功率7.5kw 2、外形尺寸:7800*1000*1100mm 3、冲孔速度40米/分约40-50孔/分4、冲孔度:0.15mm 5、工件冲孔长度为6米 6:送料方式:采用液压/气动夹紧工件自动进料后,按孔距自动向外送料,送料方式采用西门子plc控制精度伺服电机自动控制送料。
全自动液压数控多功能冲孔机操作流程说明
第1步: 人工将型材通过导向装置放入到冲孔工装内(达到机械手基准面位置)。
第2步: 机械手夹持工具将型材夹紧。
第3步:。 伺服送料系统将型材输送到另一端程序设定位置
第4步: 冲孔工装在液压泵站提供压力的状态下按照程序设定的位置逐次冲孔直至完成整个冲孔工作。
第5步:。 机械手松开夹持工装
第6步: 操作员将加工完的型材取出冲孔工装。


设备保养:要与正常使用联系在一起。比如行程、压力都要设定的合理。液压机主要的就是油的问题。油温:不能过高与过低,**工作范围要有冷却或者加温。清洁:定期清理过滤器。油中有杂质容易损坏密封件和动作失灵,甚至主缸会有划痕。
保持设备周围环境的清洁,减少灰尘对设备的伤害.按规定时间换油,并定期检查油质,检查各接头处是否漏油.地基要好,不得震动.
1,不能缺油
2,工作时间较长的话,2个月换滤芯,不长就半年,液压油看工作时间,半年或一年换一次。
3,有漏油的地方及时处理。万泽数控全自动多功能冲孔机 数控冲孔机在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转。模具时要紧牢固,上、下模对正,保证位置正确,用手搬转机床试冲(空车),确保在模具处于良好情况下工作。开车前要注意润滑,取下床面上的一切浮放物品。冲床取动时或运转冲制中,操作者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲头动作,严禁与他人闲谈。上班时候一定要认真操作,严格要求自己,下班后要做好机床的保养工作,使数控冲孔机的使用寿命更加长远。
全自动多功能冲孔机根据设计思路,本次设计主要要完成的工作为:
1、系统总体方案的设计;
2、电动机的选择;
3、偏心轮机构的设计;
4、不完全齿轮机构的设计;
5、锥齿轮的设计;
6、轴与零部件的设计;
7、模具的设计;
本次设计的主要工作是在认真分析目前已经得到广泛运用的几种冲孔机的优缺点之后,结合我国目前的管帽孔的生产状况,设计出了一台比较先进的全自动冲孔机。要求设计的为管帽上冲孔的全自动冲孔机,结构简单,该机要求能在外径为3.59mm,壁厚为0.2mm 的管帽上自动冲出直径0.8mm的小孔,孔对零件中心的偏差不能**过±0.01mm,且每秒冲3件。

全自动多功能冲孔机使用注意事项
针对设计的要求,决定该冲孔机的设计思路为:采用振动料斗自动送料的机构,从料斗出来的加工零件进入分度盘,而分度盘由不完全齿轮带动,分度盘的的旋转使加工零件准确的进入凹模部位等待加工;送料的同时由电动机带动偏心轮轴旋转,偏心轮带动滚动轴承及上模座运动,而上模座的运动使使凸模的冲头完成冲孔任务,偏心轮轴的另外一端装锥齿轮,锥齿轮之间的传动带动不完全齿轮轴运动,不完全齿轮带动分度盘运动,如此循环。
@@